
В прошлой статье мы говорили о начальной стадии подготовки поверхности к окраске — ее мойке и обезжиривании. Теперь наша виртуальная поверхность готова к следующему этапу — удалению пришедшего в негодность старого ЛКП и очагов коррозии.
О преобразователях ржавчины и смывках краски
Для удаления ржавчины и очистки старого ЛКП до металла западные производители ЛКМ рекомендуют применять исключительно механические средства — шлифмашинки, «пескоструйку», щетки.
И никто из ведущих западных производителей ЛКМ не выпускает и не рекомендует использовать преобразователи или нейтрализаторы ржавчины. Отчасти это объясняется тем, что подгнившие детали там вообще не принято ремонтировать, но основная причина заключается в том, что остатки кислоты, которая входит в состав таких средств, могут спровоцировать коррозию потом, после покраски. Так что использование преобразователя ржавчины — дело, что ни говори, заманчивое (особенно, если ржавчина повсюду), но рискованное.
 А вот смывка старой краски в линейках некоторых производителей есть — она размягчает и подрывает краску, после чего ее счищают шпателем или шлифмашинкой. Но применение таких смывок — затея тоже достаточно спорная. Агрессивный химический состав этих средств не дает полной уверенности в том, что нам удастся полностью избавиться от их остатков после применения. А значит и нет гарантий, что наше новое ЛКП не получит таким образом совсем неожиданных дефектов. Да и если и применять смывку, то наносить ее нужно только на всю поверхность детали (иначе на границах краска потом все равно набухает), что при удалении небольших дефектов, например, небольшой вмятины, нерационально.
А вот смывка старой краски в линейках некоторых производителей есть — она размягчает и подрывает краску, после чего ее счищают шпателем или шлифмашинкой. Но применение таких смывок — затея тоже достаточно спорная. Агрессивный химический состав этих средств не дает полной уверенности в том, что нам удастся полностью избавиться от их остатков после применения. А значит и нет гарантий, что наше новое ЛКП не получит таким образом совсем неожиданных дефектов. Да и если и применять смывку, то наносить ее нужно только на всю поверхность детали (иначе на границах краска потом все равно набухает), что при удалении небольших дефектов, например, небольшой вмятины, нерационально.
Таким образом самым эффективным на сегодняшний день способом очистки дефектов ЛКП до металла является механическая обработка, то есть шлифование. Современные шлифовальные материалы позволяют сделать эту работу совсем не уступая во времени химическим методам, при этом абсолютно без риска.
Дефекты, поджидающие нас на этом этапе, можно условно разделить на следующие виды:
- незначительные дефекты (царапины, сколы, небольшие вмятины),
- крупные повреждения (детали после рихтовки, толстые слои старых ремонтных покрытий, шпатлевочных масс, грунтов),
- очаги коррозии,
- сварные швы,
- антигравийное покрытие,
- липкие ленты.
Давайте разберемся, какие инструменты и материалы будут наиболее эффективными в каждом конкретном случае.
Если деталь новая и покрыта транспортировочным грунтом низкого качества, то его тоже нужно удалить. Подробнее об этом здесь.
Зачистка незначительных дефектов
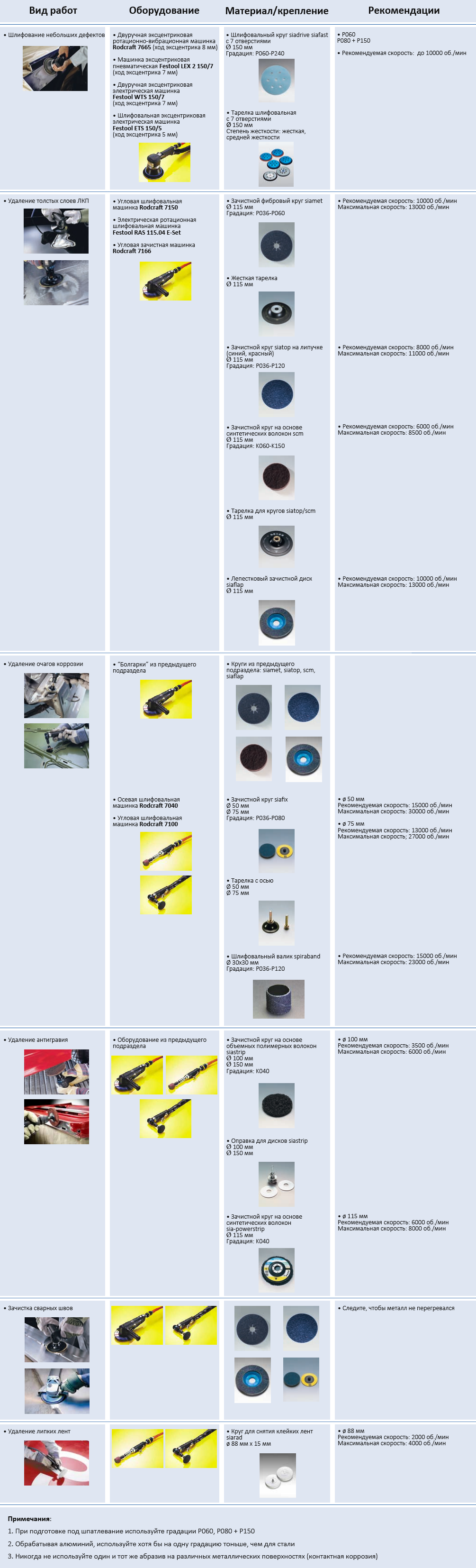
Для удаления небольших дефектов на лакокрасочном покрытии подойдет эксцентриковая ротационно-вибрационная машинка с ходом эксцентрика 5-8 мм, жесткая тарелка (например, диаметром 115 мм) и шлифовальные круги градации P80 и P150 (первые применяются в основной зоне дефекта, вторые — на периферийных участках). Скорость работы — до 10 000 об./мин.
В качестве примера можно привести двуручную пневматическую машинку Rodcraft 7665 или электрическую Festool WTS 150/7, шлифовальную тарелку с 7 отверстиями Sia и шлифовальную бумагу в кругах siadrive siafast (см. таблицу в конце статьи).

Также эффективно справляются с данной задачей специальные круги SCM. Причем не только при удалении стандартных слоев ЛКП с небольшими дефектами, но и при удалении толстых слоев ремонтных покрытий.
Удаление толстых слоев ЛКМ
Неизменным инструментом при работе на поверхностях с крупными повреждениями (например после рихтовки), а также на поверхностях, которые ранее подвергались ремонту и имеют на себе толстые слои старых ремонтных материалов, является угловая зачистная машинка, именуемая в народе «болгаркой».
Например, пневмоболгарка Rodcraft 7150 или электрическая ротационная шлифовальная машинка Festool RAS 115.04 E.

Из материалов для данной задачи чаще всего используются фибровые круги: обычные или с креплением «на липучке». У фирмы Sia это круги siamet и siatop соответственно. Это очень агрессивные материалы, так что они без труда справятся с удалением толстых слоев ЛКП. Однако пользоваться этими материалами следует осторожно, чтобы не оставить на поверхности металла слишком грубых рисок. После работы грубыми кругами обязательно перешлифовывайте поверхность более мелкими абразивными материалами с учетом шагов шлифования (разница в зерне должна быть не более 100 единиц).


Рекомендуемая скорость работы кругами siamet — 10000 об./мин. Для кругов siatop скорость должна быть ограничена 8000 об./мин., так как на более высоких оборотах «липучка» на краях кругов может подгорать.

Также отлично справляются с удалением толстых слоев ЛКМ специальные зачистные круги на основе синтетических волокон SCM. Благодаря своей структуре, эти круги почти не забивается частицами ЛКМ и практически не оставляет следов на металле, что позволяет избежать перешлифовки поверхности более мелкими абразивами во избежание просадки. Как говорилось выше, эти круги отлично подходят и для устранения небольших дефектов.
Зернистость этих материалов обозначается уже буквой «K». У них есть три градации: K060 (грубая), K100 (средняя) и K150 (мелкая). Для крепления этих кругов подходит та же тарелка, что и для фибровых кругов на липучке. Скорость работы — не более 8 5000 об./мин.
Очень хороши для удаления старого ЛКП и зачистные лепестковые диски. У Sia это диски siaflap. Благодаря расположению абразивных лепестков веерным способом, такие диски равномерно изнашиваются и не забиваются. Они служат в 6 и более раз дольше, чем обычные круги! Скорость работы 115-миллиметровыми дисками — до 13000 об./мин.

Удаление ржавчины
Для быстрой и эффективной борьбы с очагами коррозии также следует воспользоваться зачистной машинкой.
Из материалов лучше всего подойдут описанные выше фибровые и лепестковые круги — с их помощью можно быстро и эффективно удалить ржавчину на больших поверхностях. Если после работы этими кругами на металле остаются поры ржавчины, дополнительно воспользуйтесь дисками SCM, которые достанут ржавчину из небольших углублений и пор.
Однако зачастую нам приходится иметь дело с ржавчиной, которая находится в труднодоступных местах, сложных для обработки (на порогах, кромках, в углублениях). В таких случаях самой удобной будет осевая шлифовальная машинка, например Rodcraft 7040 или маленькая углошлифовальная машинка Rodcraft 7100. Там где для болгарки места слишком мало, для таких машинок может оказаться вполне достаточно.

В тандеме с этими машинками используются специальные шлифовальные валики (spiraband) и маленькие зачистные круги (siafix). Скорость работы валиками — до 23000 об./мин., кругами siafix — от 15000 до 30000 об./мин. для 50-миллиметровых дисков, и 13000-27000 об./мин. для дисков диаметром 75 мм.

Как итог, маленькие размеры машинки и шлифовальных кругов обеспечивают хороший доступ к местам ремонта, а высокая скорость работ — быстрое и эффективное удаление ржавчины.
В случае обработки кромок дверей, краев капота или крышки багажника, различных углублений и «узких» мест на кузове может выручить обычный отрезной диск. Понятно, что его основная задача — это резка металла, но при аккуратном обращении с помощью отрезного круга можно очень быстро и эффективно удалять очаги ржавчины, прежде всего — в труднодоступных местах.
Удаление антигравия
Антигравийные покрытия — проблема многих ремонтников, так как большинство шлифовальных материалов быстро забиваются частицами этого покрытия. Однако все же есть материалы, которые помогут удалить антигравий — специальные зачистные диски на основе объемных полимерных волокон. У фирмы Sia они называются siastrip и имеют градацию K040. У компании 3M это диски Clean & Strip.
Грубая структура таких дисков позволяет быстро удалять старые антигравийные покрытия, при этом они почти не забиваются и не сильно нагреваются. В эффективности и износойтойкости такие круги превосходят даже металлические щетки, а их размеры и форма дают возможность работать в самых неудобных местах.

Скорость работы дисками siastrip не должна превышать 6000 об./мин. Оптимально — 3500. Работу нужно вести торцевой частью круга.
У этих кругов есть и разновидность — круги sia-powerstrip. Рабочий материал на эти диски нанесен по окружности, что позволяет работать быстрее и на больших площадях. Рекомендуемая скорость работ — 6000 об./мин.

Зачистка сварных швов
Места сварки обязательно должны быть обработаны, чтобы:
- снять окалину, так как ни один лакокрасочный материал не имеет адгезии к ней;
- свести к минимуму дальнейшие шпатлевочные работы.
Для зачистки сварных швов подойдут многие уже описанные сегодня материалы: фибровые круги siamet и siatop, валики spiraband, лепестковые диски siaflap, а также круги siafix.
Обрабатываемая площадь в этом случае чаще всего небольшая, поэтому самыми удобными будут небольшие диски siafix (диаметрами 50 и 75 мм).

При обработке сварных швов особое внимание следует уделить усилию, прилагаемому к «болгарке», ведь если металл пережечь, он снова возьмется окалиной.
Удаление липких лент
Еще одна проблема, с которой сталкиваются кузовщики — удаление клейких лент с поверхности (тех, на которые крепятся молдинги и эмблемы).
Если раньше их удаляли путем ручного соскабливания, тратя на это уйму времени и нервов, то сейчас их можно в считанные минуты убрать при помощи специальных резиновых кругов.

Желательно работать на оборотах 2000-4000. Слишком высокие обороты и сильное вдавливание шлифмашинки могут привести к перегреву ЛКП.
Правила шлифования
• Зачистка осуществляется уверенными возвратно-поступательными движениями с умеренным прижимом к поверхности. Между давлением на круг и скоростью обработки существует прямая зависимость: чем сильнее прижим, тем выше скорость обработки. Однако при этом и сам круг будет быстрее изнашиваться. Поэтому не надавливайте на машинку слишком сильно.
• Для эффективной зачистки держите шлифмашинку под небольшим углом (15-20˚ ).

• Границы перехода металла в старое ЛКП сглаживайте до максимально плавного состояния.
• Помните, что инструмент следуют включать и выключать над обрабатываемой деталью. Машинку сначала приложите к поверхности, потом включите.
• Не работайте торцом — это может привести к преждевременному износу или повреждению круга.

• Соблюдайте рекомендованные обороты для того или иного круга. При превышении рекомендованной скорости вращения круг будет быстро изнашиваться и терять свои абразивные свойства.
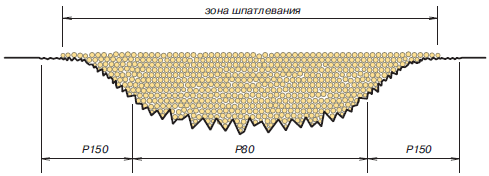
• Для обработки ЛКП перед последующим шпатлеванием применяйте круги градации P80 в основной зоне дефекта и P150 в периферийной.
• При шлифовании поверхностей, которые ранее уже подвергались ремонту и имеют на себе толстые слои шпатлевочных масс, главной задачей будет добраться до надежного слоя покрытия. Ведь в результате повреждения и деформации элемента, эластичный металл мог потерять сцепление с неэластичной шпатлевкой. Видимых признаков этого иногда может и не прослеживаться, однако после того, как начинаешь шлифовать, вся эта подноготная (трещины, отслоения шпатлевки) обнаруживается.
Вот наша поверхность уже сияет металлическим блеском и обработана шкуркой для лучшей адгезии последующих слоев. Самое время приступать к шпатлеванию повреждений. Об этом — в следующий раз.
Бонусы
Полноразмерные версии изображений откроются в новом окне при нажатии на картинку!
Зачистка небольших и значительных повреждений

Таблица применяемых материалов и оборудования









Доброго здоровья. Решил перекрасить бампер. Местами пропаял его. При первичной подготовке У меня появилась проблема: после мойки обезжирил пластик ( бампер) и на тряпке остаётся краска от бампера. Пробовал участок зашкурить, при обезжиривании вся тряпка в краске, будто её с ацетоном мешали. Что делать? Надо смывать/счищать полностью лКп?
Рыскал в интернете, нашёл, что это, возможно, «синтетическая» краска
Обезжиривал уайтчпиритом и новол-антисиликон- результат одинаковый.
Авто у меня почти 5 лет, историю перекраска бампера мне не известна.
Весьма признателен.
И вам доброго. Конечно, нужно удалять в этом случае ЛКП и наносить покрытие заново. Такое часто бывает, если при подготовке и грунтовании не использовался праймер по пластмассе (активатор адгезии). Естественно, адгезии с пластиком грунт/краска в этом случае не имеет и отпадает от него.
если нет желания всё смывать можно использовать грунт изолятор. почти во всех системах он есть.
Добрый день . Купи смывку краски . Сними бампер , зафиксируй на столике . Кистью нанеси смывку небольшим слоем . После удаляй деревянным шпателем либо если есть керхер то насадку фреза . Лично так делал на машине клиента , там аналогичная была ситуация . В два приема можешь все сделать . Старайся меньше смывку на носить на пластик .
Здравствуйте, если на голый металл набита риска и нанесен эпоксидный грунт будет ли на нем держаться шпатлевка ведь грунт зальет риску?Спасибо.
Будет. Ещё как будет. Особенно если между грунтованием и шпаклеванием прошло меньше суток. Оптимально 8-12 часов. Дело в том что Вы спрашиваете об адгезии. На сегодня существует 7 теорий ( видов) адгезии от механической до релаксационной. Не вдаваясь в академические учения, можно сказать, что эпоксидные и полиэфирные смолы очень близки по физико-химическим характеристикам и при взаимодействии таких близких материалов в работу вступают сразу несколько видов адгезии. Когда эпоксидный грунт уже набрал прочность но ещё не полимеризовался полностью работают не только механическая адгезия, но ещё и химическая и диффузионная. Соединение получается очень прочным. Прочнее, чем просто на риску.